
Dial Arch Square
Entrance to Dial Arch Square
Although there is evidence that a cannon boring machine was located in another building near the foundry, it is generally thought that boring was conducted in Dial Arch Square beginning in the Verbruggen administration. Although Woolwich had had a vertical boring machine used to finish cannon cast with a core, the Verbruggens built and used a much superior horizontal machine that drilled a solid cast. The machine was used up until 1842, when steam power replaced it. Blacksmiths, carpenters, and others also worked in Dial Arch Square.
Recent archeological studies have revealed that this is the site of an ancient Roman cemetery.
Gun Boring
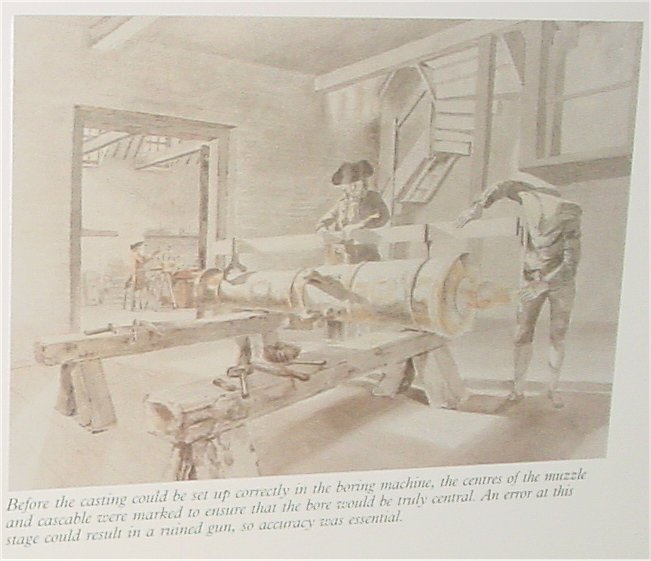
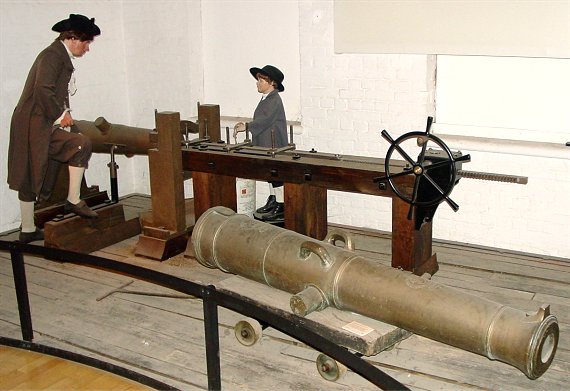
The three above pictures are from the Royal Armouries in Ft. Nelson near Portsmouth. The text below from the museum displays describes the kind of work that took place in Dial Arch Square in Woolwich. The casting was longer than the actual cannon, probably to create a more compact metal and because the tin tended to settle toward the bottom. So before drilling, the muzzle was sawed off to the correct length. Note that the cannon is rotated by the power of a horse in an adjacent room. The drill is stationary except for being gradually advanced into the cannon.
"Under Verbruggen's influence, bronze guns were cast solid, instead of hollow as before. The first step, therefore, was to drill a hole down the barrel which had to be truly central, otherwise the uneven thickness of the barrel wall might cause the gun to burst when fired. To drill this hole, the gun was accurately set up in the boring machine and, whilst the barrel was rotated, the drill was fed in the required amount by means of a geared hand-wheel. This process required the utmost care and might take up to a day, depending upon the size of gun."
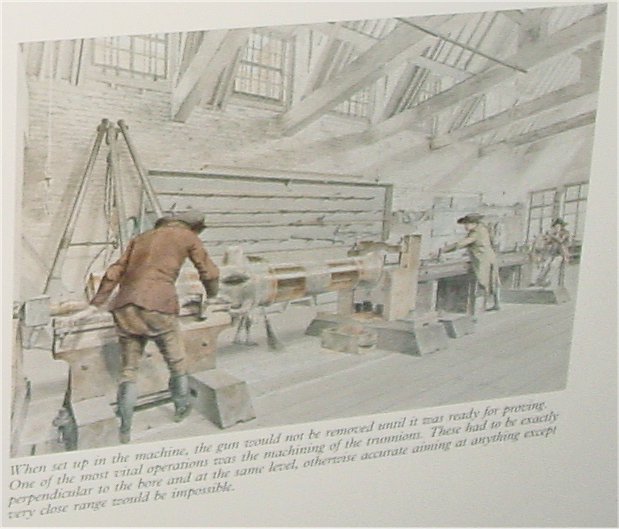
"The drilled hole was then enlarged by boring until the correct size had been reached. Like drilling, this was a very slow process, requiring care and skill to create a bore which was straight, smooth and accurate in size to 1/50th of an inch or 1/2 millimeter. Whilst boring was being carried out, accessible parts of the exterior of the gun would be machined and the rest carefully finished with a file."
"The gun was almost ready but before being accepted as fit, it had to be proved. This entailed firing the gun with perhaps double the charge of gunpowder that would normally be used. Only when the gun had survived this strenuous test was the bore polished to finished size. the Royal monogram, and perhaps that of the Master General of Ordnance was engraved along with the name and place of the maker and its weight and serial number. At long last the gun was ready to be called upon to fulfill its purpose on the field of battle."